Nawęglanie próżniowe PRENITLPC®
Wysokotemperaturowe nawęglanie próżniowe z przedazotowaniem - prenitlpc® to wariant procesu nawęglania niskociśnieniowego, przeznaczony głównie do grubszych warstw, który dzięki swoim rozwiązaniom technologicznym pozwala na prowadzenie procesu w wyższych temperaturach bez zjawiska rozrostu ziarna.
Zastosowanie technologii wysokotemperaturowej PreNitLPC® jest uzasadnione zarówno pod względem ekonomicznym, jak i użytkowym.
Technologie tę realizujemy w jednokomorowych piecach HPGQ typu VPT, w piecach dwukomorowych z chłodzeniem w oleju hartowniczym oraz w komorach procesowych systemów modułowych do nawęglania próżniowego.
Technologia polega na dozowaniu w etapie nagrzewania wsadu do temperatury nawęglania – amoniaku, który stanowi źródło atomów azotu. Amoniak dozowany jest w zakresie temperatury od 400 do 700 °C. Taki zakres temperaturowy optymalny jest zarówno ze względu na ograniczenie ilości austenitu szczątkowego, jak również pod kątem ekonomicznym, gdyż dozowanie odbywa się w etapie nagrzewania, więc nie powoduje wydłużenia łącznego czasu procesu. Powstały (z katalitycznego rozpadu amoniaku) azot nasycając warstwę wierzchnią stali powoduje najpierw rozdrobnienie ziarna, a następnie ograniczenie rozrostu ziaren austenitu w temperaturze nawęglania. Wpływ na ograniczenie rozrostu ziaren mają nanowydzielenia w postaci azotków i węglikoazotków dodatków stopowych, które stanowią heterogeniczne zarodki ziaren tworzącego się austenitu oraz barierę dla ich rozrostu.
Przebieg procesu nawęglania próżniowego wg metody PreNitLPC®:
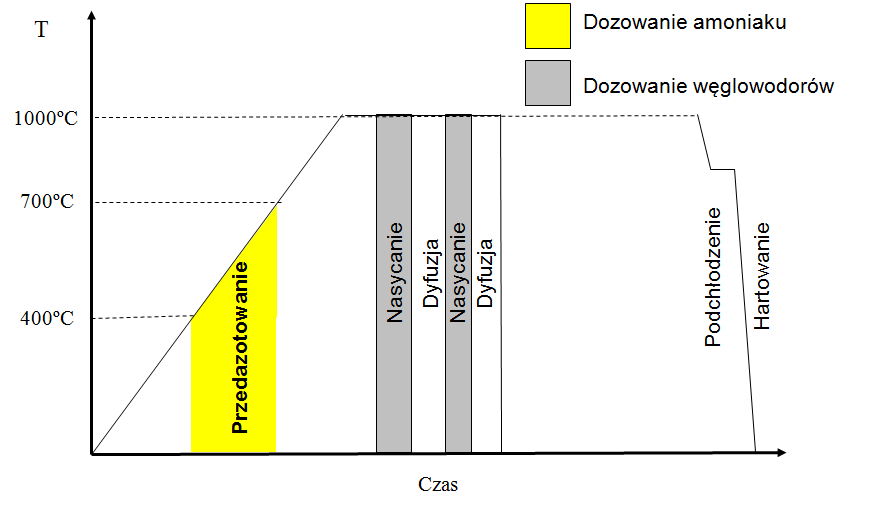
Ilość zaabsorbowanego azotu w warstwie wierzchniej podczas fazy przedazotowania jest stosunkowo niewielka natomiast głębokość jego wnikania jest porównywalna z grubością warstwy nawęglonej, co powoduje iż ograniczenie rozrostu ziaren austenitu występuje w całej warstwie nawęglonej. Ilość ta jest wystarczająca do utworzenia się odpowiedniej liczby nanowydzieleń w całym obszarze nawęglonym, z drugiej strony taka ilość azotu nie powoduje stabilizacji austenitu, a tym samym nie zwiększa ilości austenitu szczątkowego w warstwie wierzchniej, nie obniżając własności mechanicznych tej warstwy. Potwierdzają to zrealizowane badania porównawcze m.in. wytrzymałości zmęczeniowej i odporności na pitting.

Max. wymiar komory roboczej do nawęglania próżniowego:
Realizację procesów nawęglania oferujemy w piecach próżniowych o max. ładowności 1150 kg brutto, a wielkość komór roboczych przedstawia się następująco:
Hartowanie i nawęglanie (chłodzenie w oleju lub gazie), starzenie, przesycanie, odpuszczanie, wyżarzanie oraz lutowanie na komorowym piecu próżniowym:
a = max 1200mm
b = max 900mm
c = max 750mm