Hartowanie próżniowe
Hartowanie i jego cel
Ten rodzaj obróbki cieplnej stali i innych stopów żelaza pozwala uzyskać elementy o zwiększonej twardości. Obróbkę taką przeprowadza się w różnych temperaturach, w zależności od rodzaju stali. Proces polega na nagrzaniu elementów stalowych i przetrzymaniu ich w określonej temperaturze, a następnie schłodzeniu.
Celem hartowania jest uzyskanie twardej struktury martenzytycznej lub niekiedy bainitycznej. Obejmuje austenityzację, szybkie chłodzenie i odpuszczanie.
Hartowanie próżniowe stali
Hartowanie próżniowe to niezbędna usługa dla uzyskania materiału o czystej powierzchni, dużej powtarzalności kształtów, oraz posiadającego jak najmniejsze odkształcenia.
W zależności od gatunku materiału, kształtu i przekroju detali oraz wymagań użytkowych realizujemy hartowanie próżniowe objętościowe, z chłodzeniem w oleju lub gazach pod wysokim ciśnieniem, co zapewnia mniejsze odkształcenia, a w konsekwencji pozwala zmniejszyć naddatki na szlifowanie.
Dysponujemy nowoczesnymi piecami próżniowymi, w których chłodzenie:
- Odbywa się w najnowszej generacji oleju próżniowym na bazie GTL, szczególnie skutecznym dla detali o większych gabarytach, wykonanych ze stali o małej hartowności.
- Azocie rozprężanym z formy kriogenicznej, o najwyższej czystości, pod maksymalnym ciśnieniem 8, 13 lub 15 bar
Efektem staje się produkt o wysokiej powtarzalności z jednoczesną optymalizacją kosztów produkcyjnych. Usługi hartowania próżniowego stali sprawdzają się w przemyśle produkcyjnym, szczególnie w zakresie technologii maszyn i pojazdów samochodowych.


Max. wymiar komory roboczej do hartowania próżniowego objętościowego:
Realizację procesów hartowania oferujemy w piecach próżniowych o max. ładowności 1150 kg brutto, a wielkość komór roboczych przedstawia się następująco:
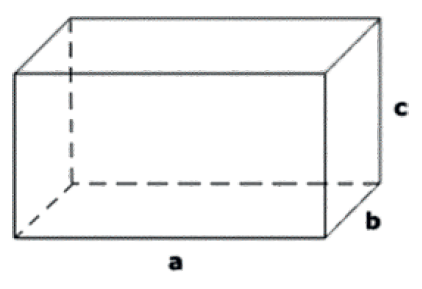 a = max 1200mm
a = max 1200mm
b = max 900mm
c = max 750mm
Wymiary dotyczą procesów tj. hartowanie i nawęglanie (chłodzenie w oleju lub gazie), starzenie, przesycanie, odpuszczanie, wyżarzanie oraz lutowanie w komorowym piecu próżniowym