Azotonasiarczanie gazowe
Azotonasiarczanie gazowe jest oryginalną metodą obróbki cieplno-chemicznej stalowych i żeliwnych części maszyn i mechanizmów. Proces przeprowadza się w piecach retortowych, w atmosferze amoniaku i par siarki, w temperaturze 500 – 650 °C i w czasie od kilku do kilkunastu godzin, dlatego do Państwa dyspozycji posiadamy dwa piece wgłębne.
Metodą azotonasiarczania gazowego realizujemy obróbkę dla elementów wykonanych ze wszystkich stopów żelaza, zarówno stali, jak i żeliwa. Technologia ta jest szczególnie zalecana do obróbki elementów maszyn i mechanizmów eksploatowanych w warunkach tarcia suchego lub granicznego np. ślimacznic, sworzni, wałków rozrządu, tulejek łożyskowych, prowadników i popychaczy zaworowych, mechanizmów krzywkowych, tulei cylindrowych i matryc i może być przeprowadzana na elementach gotowych.
Poprzez depasywujące (uaktywniające powierzchnię) działanie dodatku par siarki do atmosfery częściowo zdysocjowanego amoniaku jesteśmy w stanie rozszerzyć zakres stosowania procesu azotonasiarczania gazowego i zaoferować usługę na trudno azotujące się stale wysokochromowe (nierdzewne, żaroodporne i kwasoodporne), na których powtarzalnie wytwarzane są w ten sposób twarde warstwy dyfuzyjne o dużej odporności na zacieranie i zużycie, przeznaczone do zastosowań w silnikach spalinowych (np. zawory wydechowe), elementach urządzeń dla energetyki cieplnej, przemysłu chemicznego i spożywczego.
W wyniku tego procesu otrzymuje się warstwę azotowaną, taką jak w metodzie azotowania klasycznego. Z tym, że w fazie ε wbudowane są siarczki żelaza, które mają decydujące znaczenie dla eksploatacji elementów maszyn, oddzielają powierzchnie trące i obniżają ich adhezję, W efekcie otrzymuje się wysoką odporność na zużycie, niskie opory tarcia i pełną odporność na zacieranie.
Technologia ta pozwala w szerokim zakresie kształtować strukturę i właściwości warstwy wierzchniej poprzez sterowanie parametrami procesu, a przede wszystkim poprzez wytworzenie odpowiedniej ilości siarczku żelaza w fazie ε. Azotonasiarczanie gazowe jest procesem końcowym i elementy po nim nie podlegają żadnej obróbce mechanicznej. Grubość warstw otrzymywanych na obrabianych elementach wynosi najczęściej od 0,1mm do 0,4mm, w zależności od rodzaju materiału, parametrów procesu i przeznaczenia elementów. Metodą azotonasiarczania gazowego można obrabiać elementy ze stali i żeliw.
Właściwości użytkowe warstw azotonasiarczanych gazowo są ściśle skorelowane z ich specyficzną budową strukturalną.
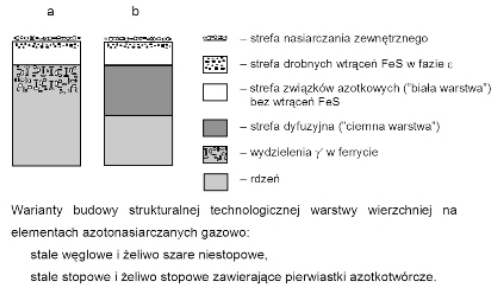
Na rysunku przedstawiono schematycznie dwa podstawowe warianty struktury warstw wierzchnich elementów azotonasiarczanych gazowo wraz z ich podziałem na poszczególne strefy.
Uwzględniając powyższe można stwierdzić, że technologia azotonasiarczania gazowego gwarantuje:
- wytwarzanie warstw wierzchnich o żądanych właściwościach
- całkowite wyeliminowanie zacierania elementów maszyn
- wysoką trwałość elementów
- obniżenie współczynnika tarcia
- podwyższoną odporność na korozję
- wzrost wytrzymałości zmęczeniowej
- niskie koszty procesu i obniżenie kosztów eksploatacji maszyn i urządzeń
- w odróżnieniu od innych technologii proces ten nie powoduje zanieczyszczenia środowiska naturalnego
Ponadto, należy również zauważyć, że proces azotonasiarczania gazowego jest bezpieczny dla obsługi, nie wymaga organizowania specjalnego, wydzielonego wydziału.
Realizację procesów azotonasiarczania oferujemy w piecach wgłębnych o max. ładowności 1800 kg brutto, a wielkość komory roboczej przedstawia się następująco:Azotowanie, azotonasiarczanie, odpuszczanie, starzenie oraz wyżarzanie w piecu wgłębnym:
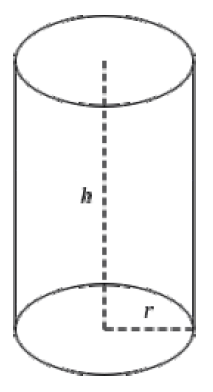
h = max 1900mm
r = max 500mm
d = max 1000mm